
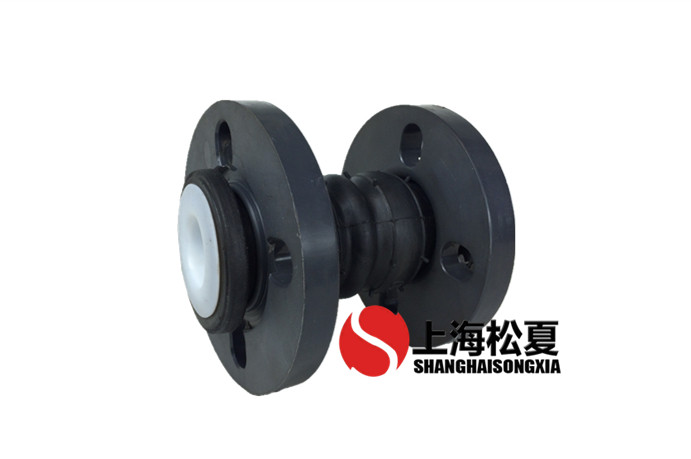
淺析橡膠避震喉的成型方法
文章出處:上海松夏減震器有限公司 發表時間:2020-08-23 11:58
淺析橡膠避震喉的成型方法
壓延成型壓延是一個延展材料的過程。壓延成型的主要設備為三輥或四輥壓延機。三輥壓延機通過旋轉的兩輥筒的壓力來實現。膠料通過滾筒間隙時,在壓力作用下延伸成一定截面形狀的膠帶,或者在織物上實現膠帶的工藝。常用于膠料的壓片、壓型、紡織品及鋼絲簾布等的貼膠、擦膠及膠片與膠片、膠片與掛膠織物的貼合等作業。壓延過程包括:混煉膠的預熱和供膠;紡織品的導向和干燥(有時有浸膠);四輥或三輥壓延機上的膠片或紡織品上的膠片,以及半成品的冷卻、卷曲、切割和放置。
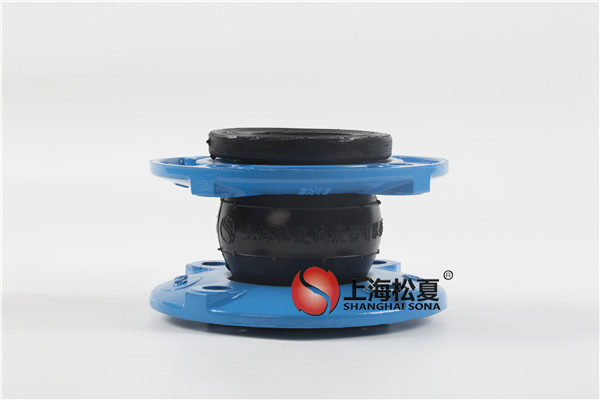
壓延前,需要對膠料和紡織品進行預加工,膠料進入壓延機前,先在熱煉機上進行翻煉,這一過程稱為熱煉或預熱,旨在提高膠料混煉的均勻性,進一步提高塑性,提高溫度,增加塑性。為了提高粘合劑和紡織品的粘合性能,保證壓延質量,需要對紡織品進行干燥,水分含量控制在1%~2%,水分含量過低,紡織品變硬,壓延時容易損壞,水分含量過高,附著力差。擠壓成型又稱擠壓成型,壓出成型常用的設備為橡膠擠出機,其工作原理類似塑料擠出機。材料通過擠出機的料斗進入料筒,通過料筒與旋轉螺桿之間的作用,膠料邊受熱塑化,邊被螺桿向前推,連續通過機頭,借助口型模制成各種復雜截面形狀的產品或半產品,如輪胎胎面膠、內胎胎筒、純膠管、膠管內外層膠、線纜外皮等。注塑橡膠的注塑成型是一種將混合的漿料通過加料裝置直接從機筒中注入模型硫化的生產方法,類似于塑料注塑成型。注射成型,成型周期短,生產效率高,勞動強度低,產品質量高。
主要用于生產密封圈、減振墊和鞋類。橡膠注射成型工藝流程包括喂料、塑化、注射、保壓、硫化、出模等。六模膠鞋注射機成型示意圖,是將預混合膠料通過料斗送至機筒,在螺桿旋轉的作用下,膠料沿螺桿槽推至機筒前端,膠料沿螺桿槽前進,由于攪拌變形激烈,膠料通過噴嘴注入模腔保壓過程中,膠料在高溫下進行硫化,使膠料沿螺桿槽向前移動,由于攪拌變形激烈,膠料在高溫下進行硫化,直至出模,系統進入下一個注膠階段,循環往復進行。

下一篇:橡膠避震喉特性及應用 上一篇:KXT型橡膠避震喉說明



同類文章排行
- 橡膠避震喉在銜接過程中運用
- 橡膠伸縮接頭的規范
- 偏心異徑管橡膠接頭的特點及標準
- 耐酸堿減橡膠接頭的用途及性能
- 橡膠接頭使用說明的介紹
- 橡膠減震喉組裝疑難問題哪些?
- 橡膠避震喉的優勢有哪些呢?
- 縮徑橡膠避震喉是連接不同直徑的橡膠管件總稱
- 橡膠避震接頭如何保證原油管道的運輸?
- 影響船標橡膠繞性軟連接密封的層面