
管道橡膠減震喉的電焊焊接關鍵點
文章出處:上海松夏減震器有限公司 發表時間:2021-03-18 17:17
管道橡膠減震喉的電焊焊接關鍵點
管道橡膠減震喉在電焊焊接的情況下,應當確保插口兩邊及里外壁的溫度勻稱,避免部分超溫。控溫時間,碳鋼為2—2.5分鐘。只需做到兩雙手感溫就可以。焊絲應用前要烘干處理解決。管道橡膠減震喉管道專業對口后應維持在一條平行線上,焊縫部位在組對后不允許出彎,不可以紊亂,專業對口要有空隙。對管時,可選用放心夾緊器。組對、焊接精準定位、焊接:一般可坐落于前后左右四處焊接,再經查驗、核查、矯直后才能施焊。焊接前將點焊部位的焊疤清除整潔,將精準定位焊接做成兩邊帶緩坡的焊肉點。
 橡膠減震喉支管排尺時,盡量發揮焊接特長,減少死口總數。焊接時,焊縫分為兩個半圓形進行焊接:焊接前半圓形,焊接時逐漸從仰焊部位軸線提前5-15mm,從仰焊接縫表面連接到初始焊接部位,用長弧加熱一段時間。當焊縫中有汗鋼水時,將電孤壓短,微微晃動,待熔合后再進行焊接,達到最高水平時,電弧越高5-15mm。在后半圓形的焊接全過程中,仰焊前要把先焊的焊接端部用電孤割下10mm以上,以防起焊時造成踏腰狀況,進而導致未滿焊、焊瘤、出氣孔等缺點。不一樣的管道橡膠減震喉在電焊焊接的情況下,兩管管經相距不超過小管15%,可專業對口電焊焊接,不然務必插苗電焊焊接。
橡膠減震喉支管排尺時,盡量發揮焊接特長,減少死口總數。焊接時,焊縫分為兩個半圓形進行焊接:焊接前半圓形,焊接時逐漸從仰焊部位軸線提前5-15mm,從仰焊接縫表面連接到初始焊接部位,用長弧加熱一段時間。當焊縫中有汗鋼水時,將電孤壓短,微微晃動,待熔合后再進行焊接,達到最高水平時,電弧越高5-15mm。在后半圓形的焊接全過程中,仰焊前要把先焊的焊接端部用電孤割下10mm以上,以防起焊時造成踏腰狀況,進而導致未滿焊、焊瘤、出氣孔等缺點。不一樣的管道橡膠減震喉在電焊焊接的情況下,兩管管經相距不超過小管15%,可專業對口電焊焊接,不然務必插苗電焊焊接。
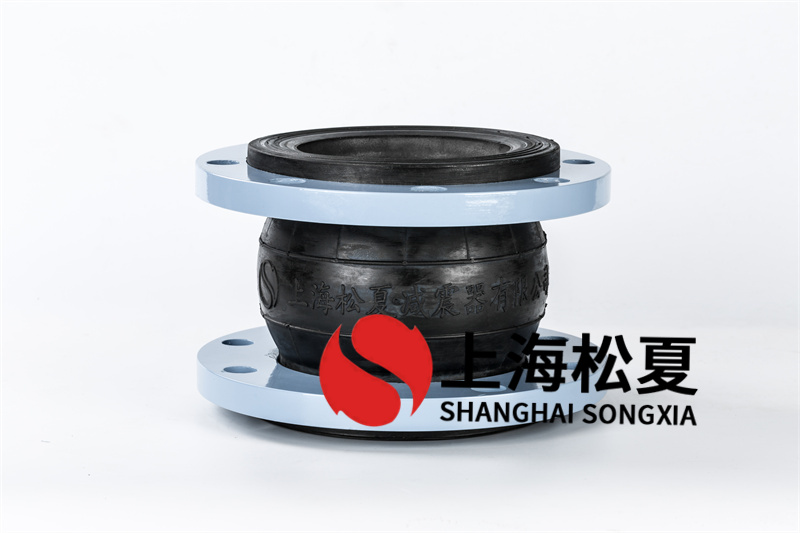
 橡膠減震喉適用于各種風機、風道中間的的柔性連接,其功用是避震、減噪、密封性、耐物質、有利于移動和安裝,是環境維護行業中一種極其滿意的避震、減噪、銷煙除灰的最好配套設施件。具備優異的吸音隔震作用,能合理有效的降低和清除鍋爐風機待系統軟件振動的傳送,能在較小的范疇內給予比較大的多維度方位賠償,能不錯的清除各種各樣管道安裝聯接時發生的偏差。
橡膠減震喉適用于各種風機、風道中間的的柔性連接,其功用是避震、減噪、密封性、耐物質、有利于移動和安裝,是環境維護行業中一種極其滿意的避震、減噪、銷煙除灰的最好配套設施件。具備優異的吸音隔震作用,能合理有效的降低和清除鍋爐風機待系統軟件振動的傳送,能在較小的范疇內給予比較大的多維度方位賠償,能不錯的清除各種各樣管道安裝聯接時發生的偏差。
管道橡膠減震喉在電焊焊接的情況下,應當確保插口兩邊及里外壁的溫度勻稱,避免部分超溫。控溫時間,碳鋼為2—2.5分鐘。只需做到兩雙手感溫就可以。焊絲應用前要烘干處理解決。管道橡膠減震喉管道專業對口后應維持在一條平行線上,焊縫部位在組對后不允許出彎,不可以紊亂,專業對口要有空隙。對管時,可選用放心夾緊器。組對、焊接精準定位、焊接:一般可坐落于前后左右四處焊接,再經查驗、核查、矯直后才能施焊。焊接前將點焊部位的焊疤清除整潔,將精準定位焊接做成兩邊帶緩坡的焊肉點。
下一篇:管道橡膠減震喉在拆換時要留意一些事宜? 上一篇:橡膠減震喉在管道應用中的必要性



同類文章排行
- 橡膠避震喉在銜接過程中運用
- 橡膠伸縮接頭的規范
- 偏心異徑管橡膠接頭的特點及標準
- 耐酸堿減橡膠接頭的用途及性能
- 橡膠接頭使用說明的介紹
- 橡膠減震喉組裝疑難問題哪些?
- 橡膠避震喉的優勢有哪些呢?
- 縮徑橡膠避震喉是連接不同直徑的橡膠管件總稱
- 橡膠避震接頭如何保證原油管道的運輸?
- 影響船標橡膠繞性軟連接密封的層面