
導致橡膠避震喉收縮問題的主要表現在哪?
文章出處:上海松夏減(jian)震(zhen)器有限公司 發表時間:2022-08-28 09:17
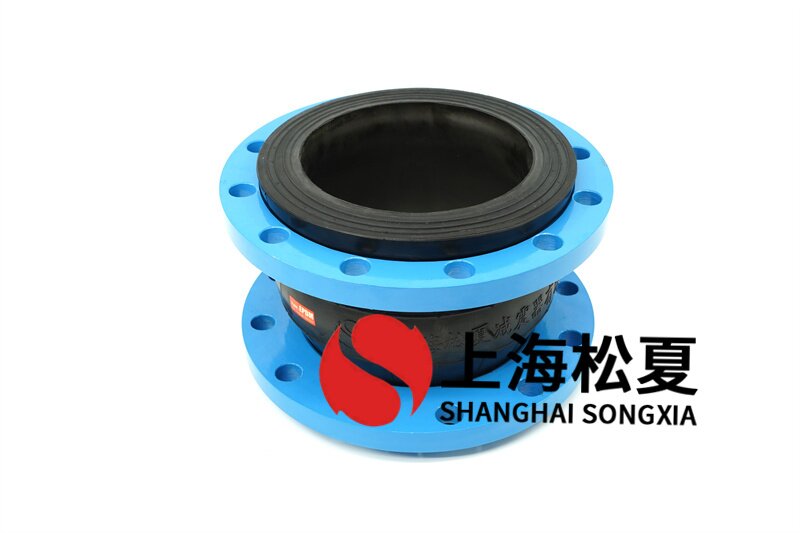
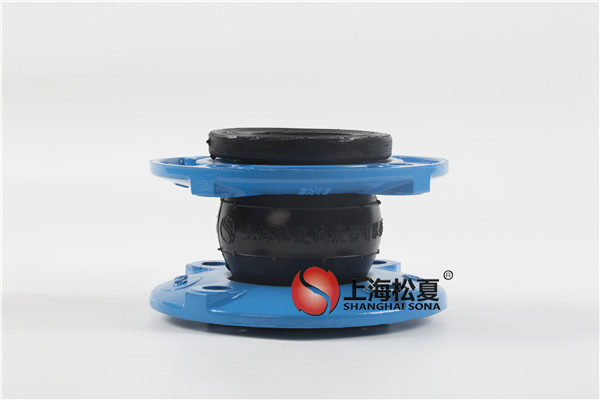
橡膠避震喉生產的主要原料為PP和PE,PP料制造的橡膠避震喉在成型后由于各種外在因素會導致商品產生收縮的問題,若是在生產時選用合適的制冷溫度和后處理過程能夠減小商品成型后的收縮。
 導致橡膠避震喉收縮問題主要體現在以下幾點:
導致橡膠避震喉收縮問題主要體現在以下幾點:
一、塑料模具:多澆口模具要調整各澆口的充模速率,最好對稱設立澆口。模具重點部位應高效地設定冷卻水道,確保模具制冷對清除或減少收縮起到良好的效果。整個模具應沒有毛邊且具有鎖模密閉性,能承受髙壓、高速、低粘度熔料的充模。
二、注塑設備:送料不足,注塑機螺桿或柱塞磨損嚴重,注入及保壓時熔料發生漏流,減少了充模壓力和料量,導致熔料不足。噴頭孔太大或太小。過小則容易阻塞入料通道,太大則把使射力小,充模發生艱難。
三、生產工藝:提升注射壓力,試壓壓力,增加注入時間。針對流動性大塑料,髙壓會產生毛邊造成塌坑應適當調整料溫,降低料筒前端和噴頭溫度,使進到型腔的熔料容量轉變降低,容易冷固;對于高粘度塑膠,應提升料筒溫度,使充模容易。收縮出現于澆口地區時要增加保壓時間。提升注入速率能夠較容易地使制品充滿并清除大部分的收縮。薄壁制品應提升模具溫度,確保料流流暢;厚壁制品應降低模溫以加快表皮的干固定型。增加制品在模內制冷停留時間,維持均勻生產時間,提升背壓,絲桿前端保存一定的緩沖墊等都有益于降低收縮狀況。低精度產品應盡早脫模使其在空氣中或熱水中遲緩制冷,能使收縮凹陷輕緩又不影響應用。
四、原料難題:原料過軟易出現凹陷,有效的方法要在橡膠避震喉注塑過程里加入成核劑以加速結晶。
一、塑料模具:多澆口模具要調整各澆口的充模速率,最好對稱設立澆口。模具重點部位應高效地設定冷卻水道,確保模具制冷對清除或減少收縮起到良好的效果。整個模具應沒有毛邊且具有鎖模密閉性,能承受髙壓、高速、低粘度熔料的充模。
二、注塑設備:送料不足,注塑機螺桿或柱塞磨損嚴重,注入及保壓時熔料發生漏流,減少了充模壓力和料量,導致熔料不足。噴頭孔太大或太小。過小則容易阻塞入料通道,太大則把使射力小,充模發生艱難。
三、生產工藝:提升注射壓力,試壓壓力,增加注入時間。針對流動性大塑料,髙壓會產生毛邊造成塌坑應適當調整料溫,降低料筒前端和噴頭溫度,使進到型腔的熔料容量轉變降低,容易冷固;對于高粘度塑膠,應提升料筒溫度,使充模容易。收縮出現于澆口地區時要增加保壓時間。提升注入速率能夠較容易地使制品充滿并清除大部分的收縮。薄壁制品應提升模具溫度,確保料流流暢;厚壁制品應降低模溫以加快表皮的干固定型。增加制品在模內制冷停留時間,維持均勻生產時間,提升背壓,絲桿前端保存一定的緩沖墊等都有益于降低收縮狀況。低精度產品應盡早脫模使其在空氣中或熱水中遲緩制冷,能使收縮凹陷輕緩又不影響應用。
四、原料難題:原料過軟易出現凹陷,有效的方法要在橡膠避震喉注塑過程里加入成核劑以加速結晶。
下一篇:橡膠避震喉和伸縮接頭的區別之處 上一篇:橡膠避震喉球體的加工方法



同類文章排行
- 橡膠避震喉在銜接過程中運用
- 橡膠伸縮接頭的規范
- 偏心異徑管橡膠接頭的特點及標準
- 耐酸堿減橡膠接頭的用途及性能
- 橡膠接頭使用說明的介紹
- 橡膠減震喉組裝疑難問題哪些?
- 橡膠避震喉的優勢有哪些呢?
- 縮徑橡膠避震喉是連接不同直徑的橡膠管件總稱
- 橡膠避震接頭如何保證原油管道的運輸?
- 影響船標橡膠繞性軟連接密封的層面