
DN200*100減振避震喉無負壓增壓穩流供水設備撕裂

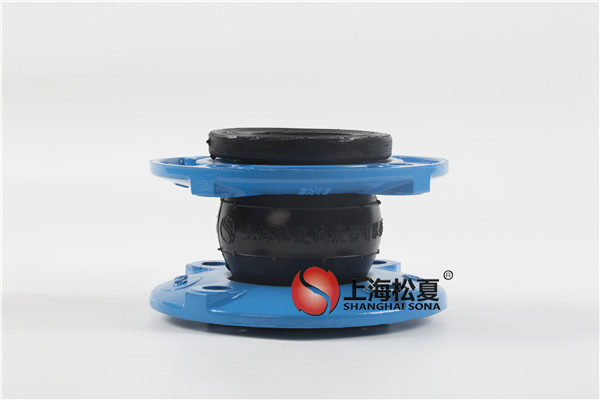
可曲繞減振避震喉塑料機及生產制造生產流程對產品品質造成的危害,因此就規定減振避震喉生產商在注塑設備的挑選上,及其生產制造生產流程務必嚴苛依照標準實際操作,那樣在生產制造出優良質量減振避震喉產品的另外,也減少了產品殘品率。 可曲繞減振避震喉系用以金屬材料管道中間起柔性聯接功效的空心橡塑制品。硫化減振避震喉又稱為橡膠軟管軟接,軟性減振避震喉,橡膠軟連接,可曲繞減振避震喉,髙壓減振避震喉,橡膠減震器等。按接口方式分松套法蘭式、固定不動法蘭式和外螺紋式3種。按構造可分成單圓球、雙圓球、異徑體、彎圓球及氣壓風機盤管等5種。由內表層膠、布簾層和鋼絲圈構成管形橡膠產品,經硫化橡膠成形后再與金屬材料法蘭或平行面連接頭活套法蘭組成。
此產品可減少震動及噪音,并可對因溫度轉變造成的熱漲冷縮起賠償功效,廣泛運用于各種各樣管道系統軟件。 我們在來談一談生產制造生產流程及其主要參數的的設定。時間、溫度、工作壓力、速率等加工工藝主要參數是減振避震喉生產工藝流程操縱步驟的基本前提。注塑工藝中危害減振避震喉特性的要素非常復雜,務必熟練地把握各種各樣加工工藝主要參數步驟的立即調節,對加工過程中出現的常見故障,注塑加工全過程溫度設置的影響因素降至低,調節出佳加工工藝主要參數,生產制造出達標的減振避震喉產品,降低生產制造中的損害。 假如注塑加工時溫度過高,溶體黏度低,模坯抗壓強度小,模坯非常容易下降,進而使模坯徑向壁厚自動控制系統不靈,還會繼續使模坯形變,比較嚴重危害了減振避震喉的本質及外型品質。
溫度過低時,會擴大塑料機的負荷,溶體黏度大,熔融不勻稱,生物大分子顆粒物沒有獲得必需的松馳,減振避震喉這時在模具內殘留壓力太大過大,非常容易造成產品形變的概率。 減振避震喉在注塑加工時,鎖模設備是啟閉磨具以實行出模工作實際操作的重要,有一定的示的肘桿方法,及其運用液壓油缸立即啟閉磨具的直壓方法。注入設備是將再生塑料給予加溫溶化后再引入磨具內。這時,就規定轉動擠出機螺桿并讓原材料立即資金投入到料倉的環氧樹脂滯留在擠出機螺桿前端開發,歷經所需原材料顆粒物量的行程安排貯藏后再次射出去。
當原材料在磨具內流動性時,必須立即操縱擠出機螺桿的挪動頻率,并在添充原材料后用勁開展操縱。當做到一定的擠出機螺桿部位或一定射出去工作壓力時則要快速操縱轉換成工作壓力。這就規定職工在實際操作酒店住宿立即,掌握最佳時機。




同類文章排行
- 橡膠避震喉在銜接過程中運用
- 橡膠伸縮接頭的規范
- 偏心異徑管橡膠接頭的特點及標準
- 耐酸堿減橡膠接頭的用途及性能
- 橡膠接頭使用說明的介紹
- 橡膠減震喉組裝疑難問題哪些?
- 橡膠避震喉的優勢有哪些呢?
- 縮徑橡膠避震喉是連接不同直徑的橡膠管件總稱
- 橡膠避震接頭如何保證原油管道的運輸?
- 影響船標橡膠繞性軟連接密封的層面