
橡膠避震喉的生產制造
文章出處:上海松夏減震(zhen)器有限公司 發表(biao)時間:2021-07-20 16:02
橡膠避震喉的生產制造
按橡膠避震喉的成型技術能夠分成液壓機成型、擠壓成型成型、機械設備脹形、沖壓加工電焊成型和堆積成型等。液壓機成型是常用成型方式,這是借助在管料里的液體壓力,使管料在限定環中脹形,直至沿腋角發生妥協,隨后壓縮管料到所的長度,小孔徑的金屬波紋管多使用這些方式。需要根據商品得宣傳畫冊設計主要參數來選用金屬波紋管磨具,并考慮到塑性形變前的回彈力,以保障金屬波紋管波型的幾何尺寸。
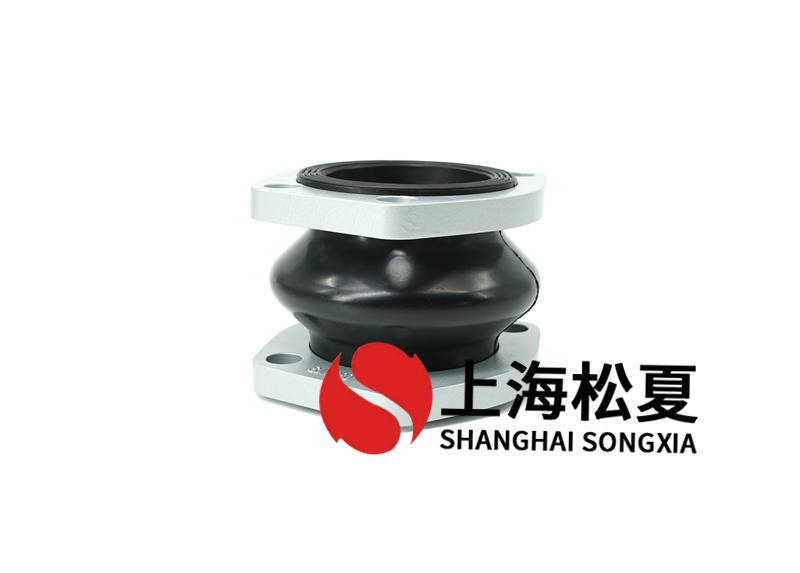
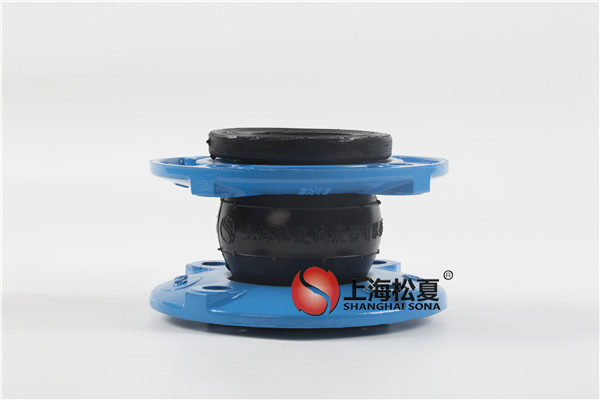
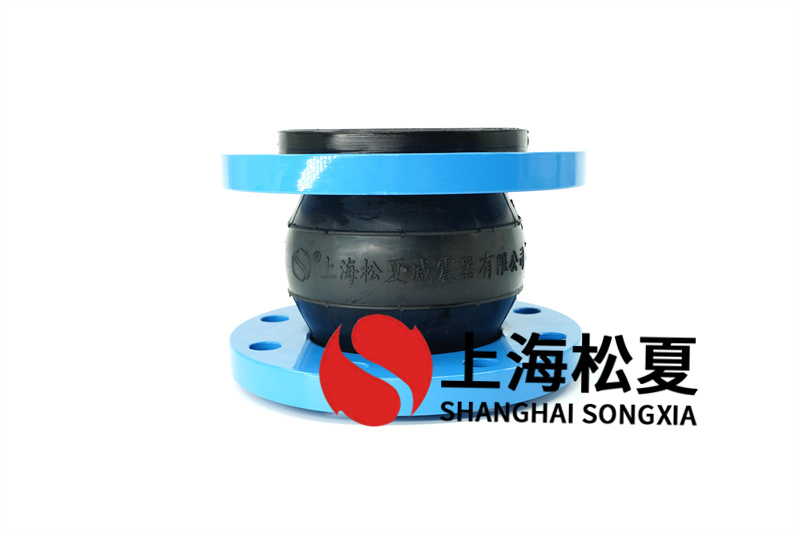 橡膠避震喉一般是通過兩邊帶橡膠凸臺的光潔波型賠償元器件與金屬材料法蘭構成。金屬材料法蘭常選用套筒式構造。波型賠償元器件表層為橡膠,內部為數層化學纖維或帶鋼(絲)提升的隔層。提升化學纖維或帶鋼(絲)等提升隔層一直延展到兩邊的像膠凸臺,凸臺內有硬鋼絲骨架。像膠橡膠避震喉有具備比較大偏移賠償工作能力,可實現徑向、橫著和角向偏移的賠償,有降低噪音、減小振動和一定的防銹工作能力。其耐壓性高、彈性好、偏移量大、吸振降噪效果好、組裝便捷等特性,可普遍用以給排水工程,通風空調、消防、制冷壓縮機、造紙工業、制藥業、船只、離心水泵、離心風機等管道系統軟件。
橡膠避震喉一般是通過兩邊帶橡膠凸臺的光潔波型賠償元器件與金屬材料法蘭構成。金屬材料法蘭常選用套筒式構造。波型賠償元器件表層為橡膠,內部為數層化學纖維或帶鋼(絲)提升的隔層。提升化學纖維或帶鋼(絲)等提升隔層一直延展到兩邊的像膠凸臺,凸臺內有硬鋼絲骨架。像膠橡膠避震喉有具備比較大偏移賠償工作能力,可實現徑向、橫著和角向偏移的賠償,有降低噪音、減小振動和一定的防銹工作能力。其耐壓性高、彈性好、偏移量大、吸振降噪效果好、組裝便捷等特性,可普遍用以給排水工程,通風空調、消防、制冷壓縮機、造紙工業、制藥業、船只、離心水泵、離心風機等管道系統軟件。
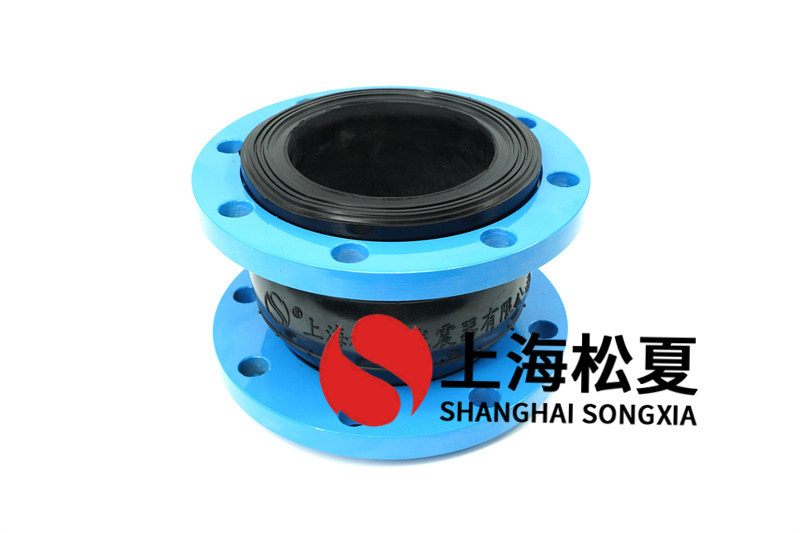 橡膠避震喉基本可用環境溫度-200~70℃.一瞬間環境溫度可以達到115℃,應用環境溫度為70~115℃。在工作中壓了和操作溫度較強的管徑200之上、熱度70℃之上、壓力1.5Mpa之上,可采用裝有限位裝置。在安裝使用時聯接法蘭的地腳螺栓要從法蘭的里側各自串向法蘭兩邊,需交密封圈或彈墊,地腳螺栓要對角線逐漸扭緊。在安裝使用時左右兩端的三通接頭不必替換,以防造成商品的泄漏或毀壞。
橡膠避震喉基本可用環境溫度-200~70℃.一瞬間環境溫度可以達到115℃,應用環境溫度為70~115℃。在工作中壓了和操作溫度較強的管徑200之上、熱度70℃之上、壓力1.5Mpa之上,可采用裝有限位裝置。在安裝使用時聯接法蘭的地腳螺栓要從法蘭的里側各自串向法蘭兩邊,需交密封圈或彈墊,地腳螺栓要對角線逐漸扭緊。在安裝使用時左右兩端的三通接頭不必替換,以防造成商品的泄漏或毀壞。
按橡膠避震喉的成型技術能夠分成液壓機成型、擠壓成型成型、機械設備脹形、沖壓加工電焊成型和堆積成型等。液壓機成型是常用成型方式,這是借助在管料里的液體壓力,使管料在限定環中脹形,直至沿腋角發生妥協,隨后壓縮管料到所的長度,小孔徑的金屬波紋管多使用這些方式。需要根據商品得宣傳畫冊設計主要參數來選用金屬波紋管磨具,并考慮到塑性形變前的回彈力,以保障金屬波紋管波型的幾何尺寸。
下一篇:橡膠避震喉的密封裝置 上一篇:橡膠避震喉里的橡膠產品的性能



同類文章排行
- 橡膠避震喉在銜接過程中運用
- 橡膠伸縮接頭的規范
- 偏心異徑管橡膠接頭的特點及標準
- 耐酸堿減橡膠接頭的用途及性能
- 橡膠接頭使用說明的介紹
- 橡膠減震喉組裝疑難問題哪些?
- 橡膠避震喉的優勢有哪些呢?
- 縮徑橡膠避震喉是連接不同直徑的橡膠管件總稱
- 橡膠避震接頭如何保證原油管道的運輸?
- 影響船標橡膠繞性軟連接密封的層面