
大口徑橡膠避震喉加工工藝基本參數
文(wen)章出處:上海松夏減震(zhen)器有限公司 發(fa)表時間:2021-08-23 16:24
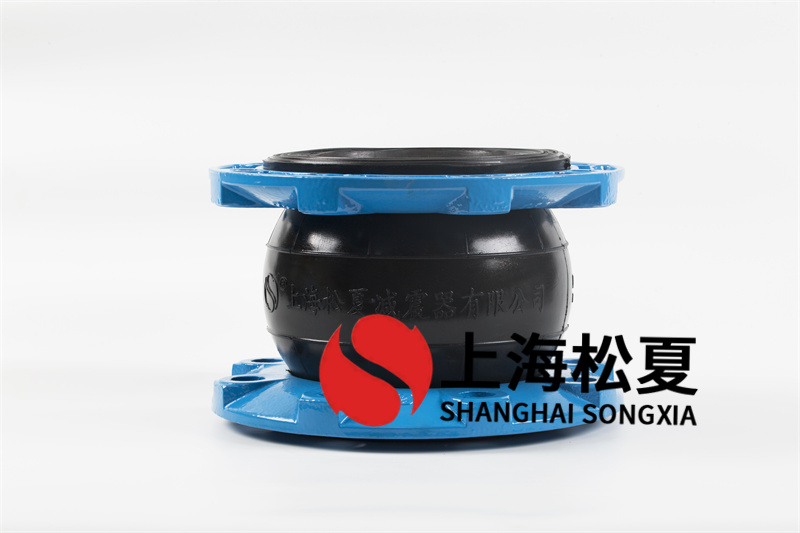
大口徑橡膠避震喉加工工藝基本參數
大口徑橡膠避震喉在電焊操作過程中,由于應用法蘭、無縫管的厚度偏厚,因此的發熱量比較大,一般造成兩側加溫及固層溫度偏差稍大。焊后熱處理全過程中,電加熱器布局不適合,負荷分配偏移中間,造成整體加溫不均勻。保溫隔熱總寬不足,發熱量損害大,鋼薄壁管道異型件焊縫熱處理方法,熱電阻安裝位置不適合,造成測評溫度并不是加溫地區的溫度。
加工工藝基本參數選擇的:特別是升或降溫速度、熱處理方法溫度及控溫時間三個基本參數大,應依據類型和特點、天氣溫度、原材料材料綜合型選擇科學合理的基本參數,不然會熱處理方法的質量。焊縫四周布局好與其說相對應電加熱器(型號規格規格、輸出功率尺寸)后,需在管材(三通或閘閥)側安裝適合的助溫片,且電加熱器要緊貼厚度。
橡膠避震喉應對稱布局在邊緣兩側,針對異型件連接頭在助溫片加溫區,改造二根熱電阻,將各位置互相搭配的電加熱器與熱電阻進行系統分區操縱,使各測量點溫差做到小(不過50℃)保證加溫均勻化。那樣即便管道沖擊性工作壓力再大,也可再次維護管道。在地底污水處理中,與管道或是其它機械設備相互連接后,檢查插口密封性狀況,在地底污水處理作用中,一般選用電焊的形式進行連接,可更強的確保插口在長久性應用后發生松動的難點。
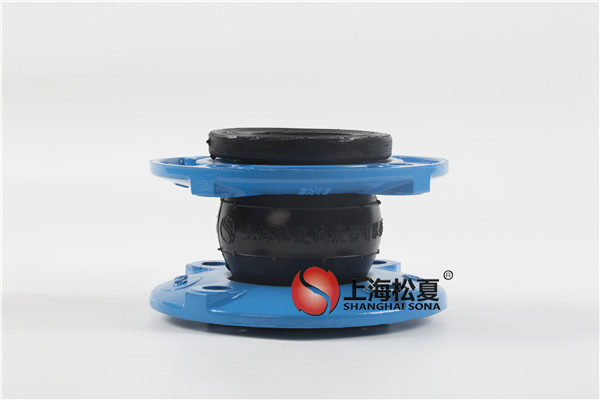
大口徑橡膠避震喉在電焊操作過程中,由于應用法蘭、無縫管的厚度偏厚,因此的發熱量比較大,一般造成兩側加溫及固層溫度偏差稍大。焊后熱處理全過程中,電加熱器布局不適合,負荷分配偏移中間,造成整體加溫不均勻。保溫隔熱總寬不足,發熱量損害大,鋼薄壁管道異型件焊縫熱處理方法,熱電阻安裝位置不適合,造成測評溫度并不是加溫地區的溫度。
加工工藝基本參數選擇的:特別是升或降溫速度、熱處理方法溫度及控溫時間三個基本參數大,應依據類型和特點、天氣溫度、原材料材料綜合型選擇科學合理的基本參數,不然會熱處理方法的質量。焊縫四周布局好與其說相對應電加熱器(型號規格規格、輸出功率尺寸)后,需在管材(三通或閘閥)側安裝適合的助溫片,且電加熱器要緊貼厚度。
橡膠避震喉應對稱布局在邊緣兩側,針對異型件連接頭在助溫片加溫區,改造二根熱電阻,將各位置互相搭配的電加熱器與熱電阻進行系統分區操縱,使各測量點溫差做到小(不過50℃)保證加溫均勻化。那樣即便管道沖擊性工作壓力再大,也可再次維護管道。在地底污水處理中,與管道或是其它機械設備相互連接后,檢查插口密封性狀況,在地底污水處理作用中,一般選用電焊的形式進行連接,可更強的確保插口在長久性應用后發生松動的難點。
下一篇:襯四氟橡膠避震喉管道偏差怎樣? 上一篇:法蘭橡膠避震喉管道兩邊的法蘭如何安裝?



同類文章排行
- 橡膠避震喉在銜接過程中運用
- 橡膠伸縮接頭的規范
- 偏心異徑管橡膠接頭的特點及標準
- 耐酸堿減橡膠接頭的用途及性能
- 橡膠接頭使用說明的介紹
- 橡膠減震喉組裝疑難問題哪些?
- 橡膠避震喉的優勢有哪些呢?
- 縮徑橡膠避震喉是連接不同直徑的橡膠管件總稱
- 橡膠避震接頭如何保證原油管道的運輸?
- 影響船標橡膠繞性軟連接密封的層面