
橡膠避震喉的制做步驟
文章出處:上海松夏減震器有限公司 發表時(shi)間:2021-03-22 21:42
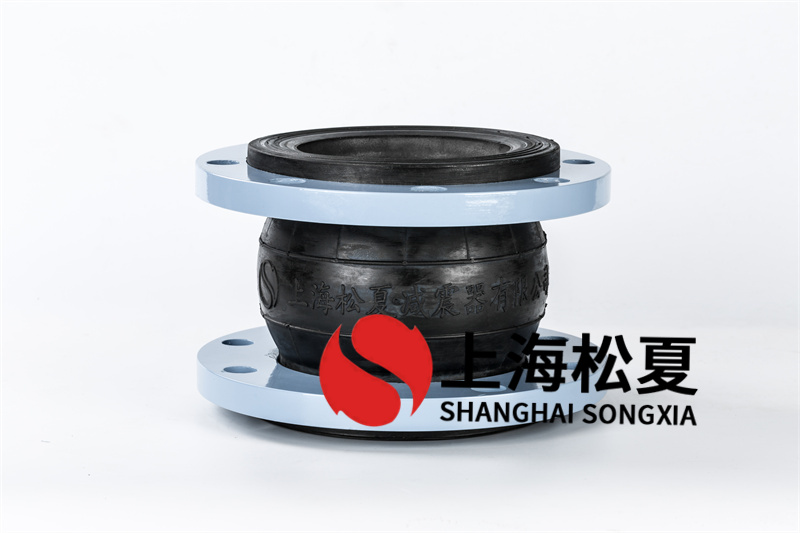
橡膠避震喉的制做步驟
橡膠避震喉之髙壓教練的制做步驟有很多人都沒有很熟悉的,那麼下面就由我們來為大家介紹一下。
 1、用混煉膠機按秘方混煉膠出里層膠、中高層膠和表層膠;用擠塑機擠壓里層輸油管,覆蓋在涂了脫膜劑的軟芯或硬芯上(液氮冷凍法也可無需管芯)。
1、用混煉膠機按秘方混煉膠出里層膠、中高層膠和表層膠;用擠塑機擠壓里層輸油管,覆蓋在涂了脫膜劑的軟芯或硬芯上(液氮冷凍法也可無需管芯)。
2、橡膠避震喉單片壓延機碾成中高層膠片狀,加脫膜劑放卷并按技術規定截成要求總寬。
3、將含管芯里層輸油管在纏繞包裝機或編織機械上盤繞上電鍍銅剛絲或電鍍銅鍍鋅鋼絲繩,與此同時在纏繞包裝機或編織機械將中高層膠片狀同歩盤繞在每雙層電鍍銅剛絲或電鍍銅鍍鋅鋼絲繩間,盤繞剛絲開始和結尾捆扎(有一些初期纏繞包裝機需事先將電鍍銅剛絲開展預應力鋼筋定形解決)。
4、橡膠避震喉再度在擠塑機上包裹上表層膠,隨后再包纏鉛或布硫化橡膠防護層。
 5、根據硫化罐或硫磺泉硫化橡膠。
5、根據硫化罐或硫磺泉硫化橡膠。
6、最終拆掉硫化橡膠防護層,抽出來管芯,壓扣上三通接頭,取樣打擊檢測。
總而言之,生產制造橡膠避震喉應用機器設備多、原材料類型多,生產工藝流程繁雜。但近些年以塑膠或熱塑性橡膠為首要原材料的高壓油管生產工藝流程可適度簡單化,但原材料價格高,仍以橡膠原材料為主導。
橡膠避震喉之髙壓教練的制做步驟有很多人都沒有很熟悉的,那麼下面就由我們來為大家介紹一下。
2、橡膠避震喉單片壓延機碾成中高層膠片狀,加脫膜劑放卷并按技術規定截成要求總寬。
3、將含管芯里層輸油管在纏繞包裝機或編織機械上盤繞上電鍍銅剛絲或電鍍銅鍍鋅鋼絲繩,與此同時在纏繞包裝機或編織機械將中高層膠片狀同歩盤繞在每雙層電鍍銅剛絲或電鍍銅鍍鋅鋼絲繩間,盤繞剛絲開始和結尾捆扎(有一些初期纏繞包裝機需事先將電鍍銅剛絲開展預應力鋼筋定形解決)。
4、橡膠避震喉再度在擠塑機上包裹上表層膠,隨后再包纏鉛或布硫化橡膠防護層。
6、最終拆掉硫化橡膠防護層,抽出來管芯,壓扣上三通接頭,取樣打擊檢測。
總而言之,生產制造橡膠避震喉應用機器設備多、原材料類型多,生產工藝流程繁雜。但近些年以塑膠或熱塑性橡膠為首要原材料的高壓油管生產工藝流程可適度簡單化,但原材料價格高,仍以橡膠原材料為主導。
下一篇:長度220mm橡膠避震喉減震效率高 上一篇:橡膠避震喉關鍵都有哪些功效呢?



同類文章排行
- 橡膠避震喉在銜接過程中運用
- 橡膠伸縮接頭的規范
- 偏心異徑管橡膠接頭的特點及標準
- 耐酸堿減橡膠接頭的用途及性能
- 橡膠接頭使用說明的介紹
- 橡膠減震喉組裝疑難問題哪些?
- 橡膠避震喉的優勢有哪些呢?
- 縮徑橡膠避震喉是連接不同直徑的橡膠管件總稱
- 橡膠避震接頭如何保證原油管道的運輸?
- 影響船標橡膠繞性軟連接密封的層面